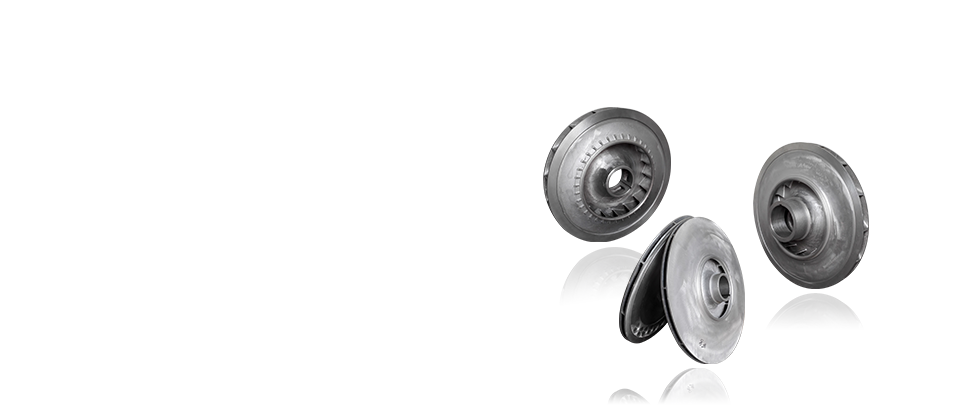
�����T������һ�N���y�ґ��ÏV�����T�칤ˇ���ڽ��ٳ����I��ռ������Ҫ��λ�������õ�������ʹ����Һע���T�ͣ��Ķ��@��������T��������Ԕ����B�����T��Ĺ�ˇ�����c���c��
��ˇ����
�ʂ�ģ�ߣ������T�����Π�ͳߴ磬�����OӋ��������m��ģ�ߡ�ģ���|���c���Ȍ��T���|��Ӱ��ش����������ģ�߲����͟�Ͻ���������������T���ď��ȡ��ߴ羫�ȼ����^�|����
�۟����٣������T��Ҫ�����xǡ���Ľ��ٲ��ϣ����X���F���~����Ͻ�ȣ�������ӟ����ۻ���B������m���T���ʂ䡣
���ϳ��ͣ����ۻ��Ľ���Һͨ�^�ֹ��ȷ�ʽ���띲�ڣ�����Һ��������������Ȼ���ӣ����ģ����ǻ�����^����_������Һƽ��������س�M��ǻ������λ��
�Ś⣺�ڽ���Һ�����ǻ�^���У�Ҫ���r�ų���ǻ�ȵĿ՚⼰�������w����ֹ���ȱ�ݮa�����_���T���|����
��s���̣�����Һ��ȫ�����ǻ���_ʼ��s���̣���s�r�g�����ٲ��������c�T���ߴ������
Óģ�������T����ȫ���̺��ÙCе���քӷ���Óģ���S���T���M��������ȥ���������иð�ڡ���ĥ����ȣ�ʹ���_������ߴ�ͱ����|����
��̎�����ӹ��������T�����M�П�̎�������������W���ܣ�֮�����M�ЙCе�ӹ����M��ʹ��Ҫ��
���c���m�÷����V�������ڶ�N���ٲ����T�죻ģ�߳ɱ������^����ʹ�É����L����ˇ�������Σ��m�ϴ��������a�����������ʸߣ��ܱ���������M����ʹ�õ��������طN�X�Ͻ�
ȱ�c���T�������|�����ޣ����ܳ��F��ס��A�s��ȱ�ݣ����aЧ���^�ͣ����³ɱ����ӣ����m���������^�ڏ��s���T�����ߜ��T�죬����F�ȸߜؽ��ٵ��T�졣
|